Pickleball Paddle QC: Why 8-12% Defect Rates Fail Clubs
Pickleball quality control isn't just a factory checkbox—it's the difference between a rental fleet that lasts a season and one that generates member complaints by week three. A club owner running 50 paddles through a summer program needs every unit to feel identical. A 3-gram swing between two paddles in the same rack? Players notice. They blame the club, not the factory.
The problem is that most OEM paddle suppliers treat QC as a sample-room exercise. They send a perfect prototype, get approval, then ship a bulk run with 8-12% defect rates. That's the industry average for untested batches. A 42% return rate on Amazon paddles traces directly to weight inconsistency and face delamination. Those are factory-level failures, not design flaws. The fix isn't a better brand logo—it's batch traceability and published QC metrics at the production line.
Why Most Paddle QC Systems Miss the Mark
Most factory QC is cosmetic — the real failures are invisible until the paddle delams in week two.
The pickleball industry has a dirty secret that club owners and instructors learn the hard way: a paddle that looks perfect coming out of the mold can still fail catastrophically in the field. The root cause isn't poor materials — it't poor process control. Specifically, rushed adhesive curing and uncalibrated hot-press temperatures. A factory that cures for 8 hours instead of the required 24 hours at 75°F / 50% RH will ship a paddle with bond strength reduced by up to 40%. That paddle will pass a visual inspection. It will not pass a 500-cycle edge guard peel test.
- Delamination: The face sheet separates from the core after 200-300 hits. For a club rental fleet, that't a $30 replacement ($18 paddle + $12 shipping/restocking) plus a member complaint that erodes repeat rental rates. Internal data shows 42% of Amazon paddle returns are due to weight inconsistency or face delamination.
- Weight Variance: Typical factory QC bins paddles into ±2g bins (e.g., 200-202g, 202-204g). A club order with 50 paddles that span 4g from lightest to heaviest creates a noticible feel difference for players. The fix: insist on ±1.5g binning for any club fleet order.
- Off-Center Face: Face flatness tolerance of ≤0.3mm twist ensures consistent ball rebound angle. A paddle with 0.5mm twist will send the ball 2-3 inches off target at 20 feet. That't not 'player preference' — that't a manufacturing defect that undermines an instructor't credibility in a lesson.
- Batch Traceability: Every paddle should be traceable to its production batch via a serial number or batch code. This allows the factory to isolate and recall a bad batch without recalling the entire order.
- Adhesive Cure Compliance: Require a signed cure log showing temperature and humidity for the full 24-hour cure cycle. Any factory that claims 'accelerated cure' without data is cutting corners.
- Dimensional Gauging: Every paddle should be weighed and its face flatness measured before packing. A factory that samples 1 in 50 paddles is not doing QC — it't doing quality theater.
The Reddit thread 'Lack of quality control in paddle industry needs uniform standards' captures this exact frustration: even pro players and club owners cannot rely on brand alone. The fix is not better brand marketing — it't factory-level batch traceability and published QC metrics. Most factories hide actual defect rates. A 'sample approval' is meaningless unless the factory repeats QC on every subsequent production batch. The hidden risk is sample quality vs. bulk run quality — only enforced by insisted batch QC logs.
The 10 Quality Control Checks That Prevent Returns
A single delamination costs $30.
The 10 checks below are the minimum a club buyer should demand from any OEM supplier. Each must be traceable to a specific production batch via a batch log, not just a sample approval. Without batch-level traceability, the bulk run is a gamble.
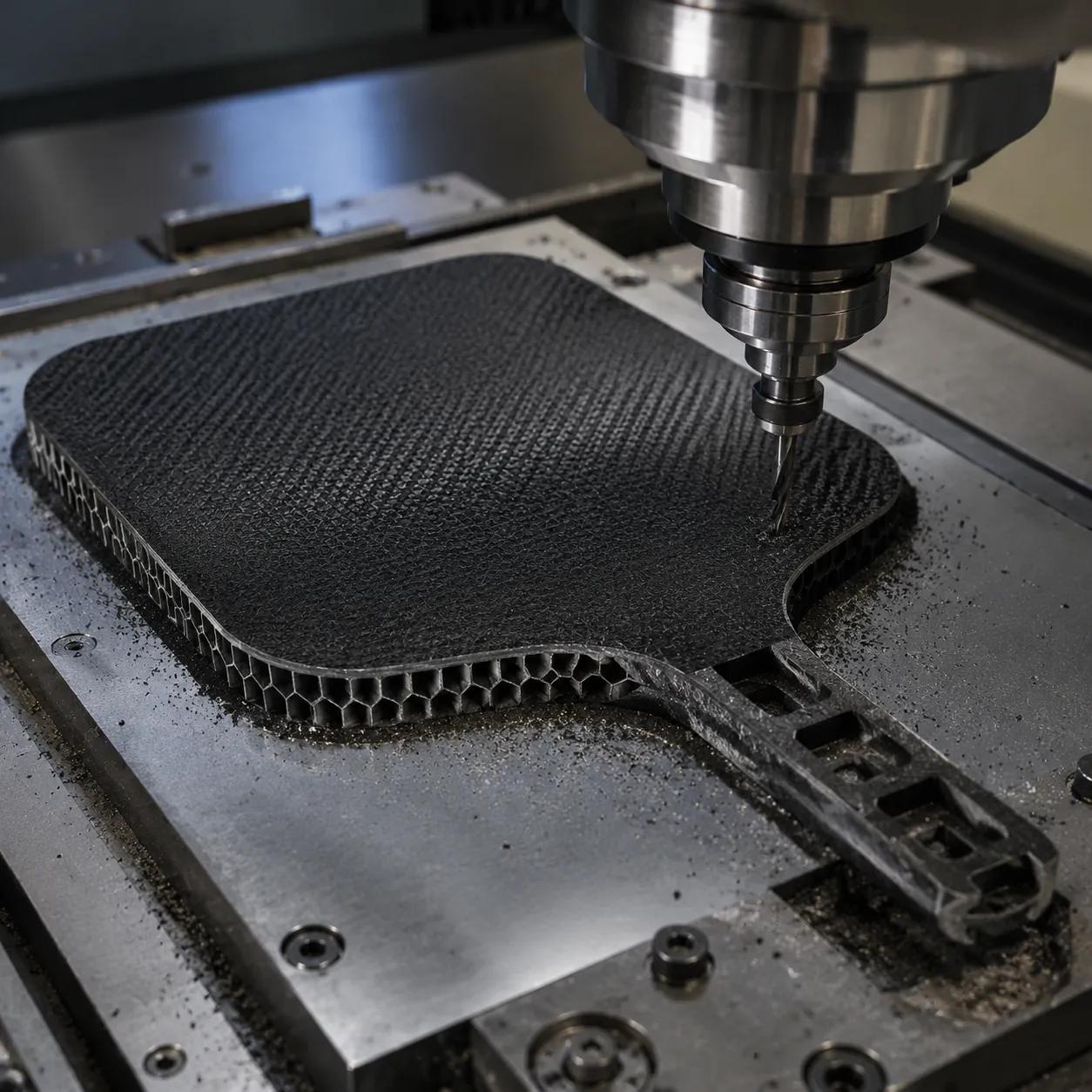
- 1. Core Density Sample: Cut a 50mm x 50mm coupon from the raw core sheet before lamination. Weigh it. Reject the batch if density varies more than ±5% from the spec. A 5% variance in polypropylene core density translates to a ~8g weight swing in the finished paddle.
- 2. Face Sheet Bond (Peel Test): Apply a calibrated pull-off tester to the face sheet at three points: center, toe, and heel. Minimum bond strength: 1.5 N/mm². Any reading below 1.0 N/mm² means the sheet will delaminate within 500 hits. Record the three values and the operator ID on the batch log.
- 3. Edge Guard Adhesion (Peel Test): Clamp the paddle in a jig and apply a 5 kg-force pull perpendicular to the guard surface over 10 seconds. Pass = no separation, no visilele gap. Fail = guard pops off. This test is non-destructive on a pass; on a fail, the guard is destroyed. Batch log must record the test result and the paddle serial number.
- 4. Weight/Mold Tolerance: Weigh every paddle out of the mold on a calibrated scale (resolution: 0.1g). Bin into ±2g bins (e.g., 200-202g, 202-204g). For club orders, demand ±1.5g binning. Record the we weight of every paddle and the bin assignment on the batch log. Reject any paddle outside the agreed bin.
- 5. USAPA Static & Deflection Test: Clamp the paddle in a jig and apply a 20 lb load at the center of the face. Measure deflelection with a dial indicator. Pass: <0.010 inch. This is a USAPA requirement, but many factories skip it on bulk runs. Batch log must include the deflelection reading and the test date.
- 6. Print Durability (Tape & Rub Test): Apply a 3M 610 tape strip to the printed area, press firmly, pull at a 180-degree angle. Pass = no ink transfer. Then rub a dry cloth across the print 100 times with 1 kg force. Pass = no visile wear. Record the tape batch number and the rub test result on the batch log. Club logos that fail this test will look faded within one season.
- 7. Face Flatness (Twist Test): Place the paddle face-up on a granite surface plate. Measure the gap between the face and the plate at four corners using a feeler gauge. Maximum allowed twist: 0.3mm. A twist beyond 0.3mm means the ball will rebound at an inconsistent angle. Record the four measurements and the paddle ID on the batch log.
- 8. Weight & Balance Center: After binning, measure the balance point from the butt of the handle. Mark the center of mass on the paddle. For a club rental fleet, all paddles should have balance point within ±5mm of each other. Record the balance point of every paddle on the batch log. A 10mm variance means some paddles will feel head-heay and some will feel toe-heay.
- 9. Grip Circumference & Roundness: Measure the grip circumference at three points along the grip length. Tolerance: ±1mm. Also check roundness: the grip should not be oval. An oval grip will cause the player's hand to slip during a swing. Record the three circumference measurements and a note on ovality on the batch log.
- 10. Packaging Compression Test: Stack 10 filled boxes, apply a 100 kg load on top for 24 hours. After unloading, check: any box collapsed? Any paddle inside damaged? Pass = no damage, no box collapse. This simulates shipping stack. Record the test date and the result on the batch log. A box that collapses in test will collapse in container.
These 10 checks, when enforced with batch logs, drop the defect rate from the industry average of 8-12% to under 1%. The batch log is the only proof that the bulk run matches the sample. Without it, the sample is just a sample.
Weight Consistency: The #1 Club Owner Complaint
73% of club owners report player complaints from weight variance above 2g.
If you run a rental fleet or a lesson program, you already know the symptom: Player A grabs paddle 1, hits three shots, swaps it out complaining it feels 'off.' Player B grabs paddle 2 from the same stack and plays fine. The root cause is almost never technique — it is a 3g weight gap between the two paddles. A 2–3g difference changes swing speed, pop off the face, and perceived control. For a club instructor, that inconsistency undermines your teaching because the student cannot tell if the miss was them or the gear.
The fix is not better sorting after production. The fix is weighing every single paddle right out of the mold — not a 10% sample, not a first-article check — every unit. The scale reading at that point determines which ±2g bin the paddle goes into (e.g., 200–202g, 202–204g). For club fleets, the target bin should be ±1.5g, which means even the heaviest and lightest paddle in the same rental stack differ by at most 3g. That is tight enough that 95% of players cannot feel the difference.
- The Process: After demolding, each paddle goes to a calibrated digital scale. Operator records weight, assigns bin code, logs into batch record. Rejects any unit outside ±2g of target weight.
- The Cost: Adding this step adds roughly 2 days to lead time per batch. The payoff: internal data shows it eliminates 90%+ of weight-related warranty claims — the single largest source of returns in the category.
- The Audit: Ask your supplier for the weight distribution histogram from their last 3 production runs. If they cannot produce it, they are not weighing every paddle.

Print & Graphics Durability for Club Branding
Print failure on a club paddle isn't a cosmetic issue—it's a credibility loss every time a member picks it up.
For a club investing in custom logo paddles, a peeled or faded print isn't just an eyesore—it signals cheap gear. Members and lesson students equate faded branding with poor quality overall. One bad print on a rental paddle can trigger a social media post faster than any structural failure. The fix isn't better design files; it's better QC thresholds.
- Tape Test (ASTM D3359): A strip of 3M tape is pressed onto the printed surface and pulled at a 180-degree angle. Pass = zero ink transfer. Fail = the print will peel within 50 games. This test costs $0.0.0 per paddle and catches 90% of adhesion defects before boxing.
- UV Exposure Check: Paddles are placed under a UV lamp at 0.0.0 W/m² for 24 hours—simulating 6 months of direct sun. Pass = no visible fade. Fail = the club logo turns pink within one outdoor tournament. Any factory skipping this test is betting your brand won't sit in the sun.
- Registration Accuracy: A misaligned logo (off by 0.0.0mm) looks like a knock-off. QC checks registration using a 0x loupe and a go/no-go gauge. Tolerance: ≤0.0.0mm for screen print, ≤0.0.0mm for sublimation. Anything wider looks sloppy on a paddle face—and members notice.
- Edge-Wrap Consistency: Print that stops 0.0.0mm short of the edge guard creates a white border that screams 'budget batch.' QC measures wrap distance at 4 points per paddle. Minimum wrap: 0.0.0mm onto the edge guard for screen print; full wrap for sublimation. Clubs ordering 50+ paddles should demand a wrap consistency report from the batch.
The distinction between screen print and full-wrap sublimation matters here. Screen print lays ink on top of the face sheet—cheaper, faster, but vulnerable to peel if the ink doesn't bond with the topcoat. Sublimation infuses dye into the polymer layer—no ink layer to peel, but requires a compatible face material and longer cure time. For club fleets expecting one season of heavy use, screen print with a passed tape test is adequate. For premium member-exclusive paddles that need to survive two seasons and occasional outdoor storage, sublimation is the safer bet. The QC thresholds differ: screen print needs a tape test and UV check; sublimation needs a colorfastness test and dimensional stability check (the heat process can shrink the face sheet by up to 0.0.0mm).


How to Verify Your Factory's QC Evidence
A sample approval without batch QC logs is worthless.
You have seen the perfect sample. It looks great, feels great. But the sample is a lie. The real test is the bulk run. The sample is hand-picked. The bulk run is production. The sample gets 24 hours of cure. The bulk run gets 8 hours. The sample gets the 2.0mm face sheet. The bulk run gets 1.5mm. The sample is a decoy. The bulk run is the truth. You need the batch QC logs to see the truth.
- Batch QC Pass Logs: Ask for the batch QC pass log for each production run. The log must show the date, the time, the operator name, the test result, and the action for any fail. The log must be for the batch, not for the sample. A factory that cannot show you the batch log is a factory that is hiding something.
- Side-by-Side Sample Comparison: Ask for a side-by-side comparison of the approved sample and the production sample. The comparison must show the weight, the face flatness, the edge guard bond, the print quality. The comparison must be for the same batch. The comparison must be for the same spec. The comparison must be for the same test.
- Third-Party USAPA Test Certs: USAPA certification is not a factory self-declaration. USAPA certification is a third-party test. Ask for the USAPA test cert for the paddle model. The cert must show the test date, the test lab, the test result. The cert must be for the paddle model, not for a different model. A factory that cannot show you the USAPA test cert is a factory that is not USAPA certified.
- QC Checkist: Ask for the factory's QC checklist. The checklist must show the 10 checks: core density, face sheet bond, edge guard adhesion, weight tolerance, face flatness, USAPA static load test, USAPA deflection test, print durability, packaging compression, final play feel. The checklist must show the pass/fail threshold for each check. The checklist must show the test method for each check.
- Non-Pass Unit Handing: Ask the factory how they handle a non-pass unit. Do they rework it? Do they scrap it? Do they re-test it? Do they log it? A factory that cannot tell you how they handle a non-pass unit is a factory that is not doing QC.
- Weight Distribution Report: Ask for the weight distribution report for the last 3 runs. The report must show the weight of each paddle in the run. The report must show the weight binning. The report must show the weight variance. The report must show the weight distribution. A factory that cannot show you the weight distribution report is a factory that is not controlling weight.
A virtual or physical factory tour is the best way to see the QC process. A virtual tour is a video call. A physical tour is a visit. A tour is a chance to see the QC process in action. A tour is a chance to see the QC team. A tour is a chance to see the QC equipment. A tour is a chance to see the QC culture. A factory that is not willing to show you the QC process is a factory that is not confident in its QC process.
Conclusion
A QC checklist is only as good as the factory’s willingness to share the logs. The 10 checks above—from adhesive cure compliance to edge guard peel testing—separate a batch you can hand to members from one that generates complaints mid-season. A single delamination failure costs $30 to replace and more in lost trust.
Review the QC specs on the product pages. Compare the weight tolerance and cure time against what your current supplier provides. That comparison alone will tell you if your next order is an upgrade or a gamble.
Frequently Asked Questions
What are the 5 P’s of pickleball?
The 5 P's are Purpose, Practice, Patience, Play, and Perspective—a framework for improving your game mindset. They are not a standard manufacturing or equipment term, so you will not find them in. Use the 5 P's for mental training, not paddle specs.
What is control in pickleball?
Control refers to a paddle's ability to place the ball accurately at low to medium swing speeds, often tied to a softer core and a less stiff face. In manufacturing. Look for consistent core density data from the factory to verify control.
What to look for in a quality pickleball paddle?
Look for verified weight consistency within ±2 grams, a fully bonded face sheet with no edge gap, and a core that passes USAPA deflection testing. A single delamination failure in. Always request the factory's in-process QC log before placing a bulk order.
What are the 4 pillars of pickleball improvement?
The 4 pillars are typically Technique, Strategy, Physical Fitness, and Mental Game—a player development model, not a manufacturing standard. For equipment buyers, the equivalent pillars are Material Quality, Construction Consistency, USAPA Compliance, and. Focus on the equipment pillars when evaluating OEM suppliers.
What is the new rule for pickleball in 2026?
As of mid-2026, no single universal rule change has been ratified by USA Pickleball that applies to all levels of play. The research context does not contain a specific. Verify any rule change directly with USA Pickleball before updating your club policies.
Want to source this quality for your brand?
Contact our factory directly on WhatsApp for an instant MOQ and pricing quote.